工业铝型材挤压生产过程中产生扭拧的原因和消除方法以及常见的服饰类型
发布日期:2019-07-24 作者: 点击:
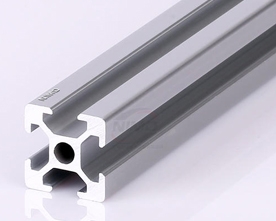
工业铝型材具有质量轻、便于携带等优秀的使用性能,深受消费者的青睐。即使是这样一种集很多优点于一身的材料,如果使用不当,也会出现扭拧的现象,会影响工业铝型材发挥最原始的性能。当我们遇到工业铝型材扭拧的现象时,应该怎样解决呢?
存在壁厚差的工业铝型材原本是铝型材壁厚的部分流动速度快,壁薄的部分流动速度慢,厚壁部分对薄壁部分产生拉力,将其拉薄或拉裂。于是模具设计人员在设计时增加了壁厚部分工作带的长度,或设置碍流角,以增加该部分金属流动的阻力,减小金属流动的速度;或减少薄壁部分工作带的长度,或设置促流角,增大金属流动的速度,使之厚薄部分的金属流速相等。
但若设计或制作发生偏离,则有可能使薄壁部分金属的流速快于厚壁部分,薄壁部分对厚壁部分产生拉应力,但拉应力小于厚壁部分的抗拉强度;相反厚壁部分对薄壁部分产生压应力,且压应力有可能大于薄壁部分的屈服强度,于是薄壁部分因流速快多出厚壁部分的长度即出现褶皱,而使其直线长度与厚壁部分长度相等。
工业铝型材挤压生产过程中消除波浪的方法,对模具进行合理的设计和精心加工,防止发生偏离;同时在生产中,适当降低挤压速度,以减小不同部位金属的流速差,防止或减少波浪的形成。
工业铝型材挤压生产过程中扭拧产生以及消除方法:
工业铝型材沿纵向发生扭转称扭拧,是因为金属流动速度不均匀,出模后既无导路,又无牵引,任工业铝型材自由移动引起,多发生于小规格铝型材、排材生产时。改进模具设计和制造,增加牵引设备即可减少或消除扭拧。
工业铝型材挤压生产过程中产生弯曲:
未安装导路或导路不合适,工业铝型材流动前进受阻产生硬性弯曲;或断面上流速不均匀,壁厚部分快,壁薄部分慢,壁厚部分对壁薄部分产生拉应力,但其拉应力小于壁薄部分的屈服强度;相反壁薄部分对分界面上的壁厚部位产生压应力,使临界面的壁厚部位流动受阻,但远离临界面的部位其压应力减少,起流动基本不受影响,于是远离临界面部位的流出长度大于临界面部位的流出长度,从而产生弧形弯曲。通过修模具或增加壁薄部位的润滑性能,可消除或减少弧形弯曲。
工业铝型材的上色知识
1、表面预处理:可以选择物理或者化学的方法对型材表面进行清洗,也可以选择机械手段同样可以得到无光的表面。
2、阳极氧化:经过表面处理的型材,在一定的工艺条件下,使得表面发生阳极氧化,从而生成一层致密、多孔的氧化膜。
3、封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。因为氧化膜是无色透明的,利用氧化膜的强吸附性,在膜孔内沉积一些金属盐,能够使型材显现出其他的颜色。
介绍一下这几种腐蚀类型
一.点腐蚀
点腐蚀又称为孔腐蚀,是金属上产生针尖状,点状,孔状的一种极为局部的腐蚀形态。铝在大气,淡水,还是以及中性水溶液中都会发生点腐蚀,严重的还可以导致穿孔,不过腐蚀孔最终可能停止发展,腐蚀量保持一个极限值。点腐蚀是阳极反应的一种独特形式,是一种自催化过程。
二.电偶腐蚀
电偶腐蚀也是铝的特征性腐蚀形态,铝的自然电位很负,当铝与其他金属接触时,铝总是处于阳极使其腐蚀加速。电偶腐蚀又称为双金属腐蚀,其腐蚀的严重程度是由两个金属电位序中的相对为位置决定的。
三.缝隙腐蚀
缝隙腐蚀就是由于差异充气电池作用,导致缝隙内腐蚀加速,而缝隙外没有影响。缝隙腐蚀与合金类型关系不大,即使非常耐蚀的合金也会产生缝隙腐蚀。近年来对于缝隙腐蚀的机理有了更深入的研究,缝隙顶端酸性环境是腐蚀的原动力。
四.晶间腐蚀
晶间腐蚀就是指纯铝不繁盛晶间腐蚀,晶间腐蚀的原因与热处理不当有关系,合金化元素或金属间化合物沿晶界沉淀析出,相对于晶粒是阳极构成腐蚀电池,引起晶间腐蚀加速。
五.丝状腐蚀
丝状腐蚀是一种膜下腐蚀,呈蠕虫状在膜下发展,这种膜可以使漆膜,也可以使其他图层,一般不发生在阳极氧化膜下面。
工业铝型材挤压生产过程中引起裂纹的原因除了加热温度过高,挤压速度快之外,尚有设备故障造成的加热温度不均匀,工业铝型材原材料局部存在急剧变化的温度梯度;多孔模具设计不合理,距离中心太近,中心部位金属补充不良。